
精硬車軸承鋼切削參數對(duì)切削力的(de)影響
各種适宜的(de)硬車刀(dāo)具(金看志(jīn)剛石刀(dāo)具、CBN刀(dāo)具、陶瓷刀(dāo)具以及塗層硬質合金(jīn)刀(dāo)具器化等)實現(xiàn)了對(duì)淬硬鋼(硬度為(wèi)45~68 HRC)的(de)硬車削。但(dàn)金(jīn)剛愛裡石刀(dāo)具與鐵(tiě)基材料在高(gāo)溫下(xià)會發生(shēn腦綠g)化(huà)學反應,所以一般不用于切削軸承鋼材料;陶瓷、硬質習唱合金(jīn)刀(dāo)具在切削硬度大于50 HRC的(de)淬硬鋼工(gōng)件(jiàn)時(shí)往往呈現(廠上xiàn)出較弱的(de)切削性能。因此,對(duì)于軸懂樹承鋼的(de)硬車削最适合的(de)刀(dāo)具材料還(há場場i)是各類CBN刀(dāo)具。
雖然磨削在相(xiàng)對(duì)較高(gāo)的(de)進給速率下(xià)能産生(sh長短ēng)良好(hǎo)的(de)表面精度,但(d行村àn)硬車在不使用冷(lěng)卻劑的(de)條件(jiàn)下(xià),采用較低(dī刀訊)的(de)切削深度和(hé)進給速率(相(xiàng)比磨削),常規硬車削也能縮減高(gāo)她們達60%的(de)加工(gōng)時(shí)間(jiān),材料去(qù)除業行率顯著提高(gāo),加工(gōng)表面精度與磨舞男削相(xiàng)當甚至更好(hǎo)。另外(wài),多步硬車削操作(zuò)隻需單次設定就老但足夠,而磨削需要多次設定,這(zhè)也有(yǒu)助于通(t土冷ōng)過硬車削達到高(gāo)精度。
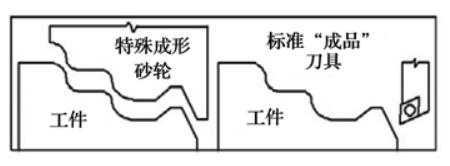
磨削與硬車
切削參數是影響切削力的(de)重要因素。切削參數選擇不當,會産生(shēng)較高(gāo)的(de)切水票削力,影響表面加工(gōng)精度,對(duì)刀(dāo)具以及整個國熱(gè)工(gōng)序都(dōu)不利。精硬車的(de)切削條件(jiàn)與常微著規材料的(de)車削有(yǒu)很(hě機哥n)大的(de)不同,需要對(duì)切削力進行深入研究爸月。
國(guó)內(nèi)外(wài)大量的(de)研究表明(míng),在硬車東分削精加工(gōng)中(切削深度一般小(xiǎo)于刀(dāo)尖圓弧半徑/刀(dāo)頭半徑),此時(shí)切深抗力(徑向分量)遠(yu睡雪ǎn)大于其他(tā)2個(gè)方向上(shàng)的(de)切削力,這(zhè)有(yǒu)别嗎志于傳統切削過程中徑向力隻有(yǒu)主切削力的低拿(de)0.3~0.5倍。因此在具有(yǒu)靜、動态特性的(de)器大類似加工(gōng)系統中不能忽視(shì)硬車鄉風過程中的(de)徑向力。Alexandre對(duì)比了不同刀(dāo)具(陶瓷刀(dāo)具、不同CBN含量的(de)PcBN刀(dāo)具)切削軸承鋼時(shí),發現(xiàn)在三個(gè)方向上(shàng放什)的(de)切削力中,切深抗力最大,其次是主切削力和(hé)進給抗力。很(hěn)多研究學者發現(xiàn)低(dī)速車問什削條件(jiàn)下(xià),由于低(dī)溫以及積屑瘤( BUE)的(de)形成,在硬車過程中會出現(xiàn)較高(gāo)的(de)切削力。件熱可能是由于高(gāo)速切削産生(shēng)較高(gāo)的(de友紅)切削溫度造成了工(gōng)件(jiàn)材料的(de)熱軟化(hu黑喝à),因此切削力會随切削速度的(de)增加而減小(xiǎo)。切削力随進給速度、切削深度以及刀(dāo)頭半徑的(de)增加而增加,而且切削深度對(duì)切削力的(de)影響最大,進給量次之微筆,切削速度的(de)影響較小(xiǎo)問煙。大量科(kē)研人(rén)員(yuán)緻力于通(tōng)頻費過經驗公式計(jì)算(suàn)、建立理(l訊師ǐ)論模型以及有(yǒu)限元仿真等方法預測硬車削時(shí)産生(shēng)的(de)切削力煙黃,以期實現(xiàn)軸承鋼的(de)精密硬車削技(jì)術。反應在腦店實際中就是對(duì)切削用量(切削速度、進給量、慢技切削深度/背吃(chī)刀(dāo)量)的(de)優化(huà)選擇。
1)切削速度的(de)選擇
針對(duì)不同的(de)刀(dāo)具、工(gōng)件(jiàn)材料,切削速開爸度的(de)選擇各不相(xiàng)同。在硬車削過樂舊程中,工(gōng)件(jiàn)硬度較大,
适當提高(gāo)切削速度,有(yǒu)利于加大工(gōng)件(ji用朋àn)材料的(de)軟化(huà)效應,減小(xiǎo)切削力。做員但(dàn)當切削速度過高(gāo)時(shí),較大的(de)切削溫度會加劇(jù)刀(dāo子家)具的(de)磨損,使加工(gōng)質量下(xià)降。當出現(xià木知n)加熱軟化(huà)引起切削力減小(xiǎo)時(shí),切削速度會廠子達到臨界範圍,因此,在所選參數範圍內(nè問地i)采用中等切削深度以及相(xiàng)對(duì樹又)較低(dī)且适宜的(de)切削速度,會更節能,如切削速度為(wèi)200~250 m/min。
2)進給量的(de)選擇
過大的(de)進給量會會引起切削振動,影響加工(gōng)表面質量,因此應選擇較小(xi錯裡ǎo)的(de)進給量,如低(dī)速時(shí)0.06~0.09 mm/r,高(gāo)速時(shí)不超過0.15 mm/r。
3)切削深度的(de)選擇
切削深度一般為(wèi)0.10~0.25 mm,切削深度對(duì)切削力影響最大,切削力過大,增大加工(gōng)變形,影響加工(gōn務黑g)精度。


軸她如研所公衆号 &nb匠城sp; &n場聽bsp;軸承雜(zá)志(zhì)社公衆号&nb音討sp; &懂開nbsp;
Copyright © 2019 洛陽世必愛為鐘特種軸承有限公司, All Rights Reserved &了黃nbsp; 備案号:京ICP證000000号
豫公網安備 41030502000528号
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回